Publisert: 26. januar 2026
Av: ShanJi Meng, senior metallanalytiker
Kobber og dets legeringer er fortsatt noen av de mest givende – og noen ganger vanskelige – materialene å maskinere. Utmerket termisk og elektrisk ledningsevne, naturlige antimikrobielle egenskaper og full resirkulerbarhet gjør dem uunnværlige i elbilkomponenter, maritim maskinvare, presisjonsgir og sveiseelektroder. Men mykheten, tendensen til å bli klumpete i verktøy og deformasjonsherding krever riktig tilnærming.
I 2026, med økende kobberetterspørsel fra elektrifisering og fornybar energi, ser maskinister flere bestillinger på høypresterende legeringer. Denne veiledningen dekker de vanligste kobberkvalitetene vi jobber med, passende prosesser, viktige fordeler/utfordringer, praktiske designtips, verktøyråd og praktiske applikasjoner.
Vanlige kobberkvaliteter for CNC-maskinering
Ulike bruksområder krever forskjellige legeringer. Her er kvalitetene vi ser oftest i presisjonsbearbeidingsverksteder:
- Rent kobber (C10100/C11000)99,9 %+ renhet, oksygenfri eller ETP. Best for maksimal konduktivitet (samleskinner, kjøleribber).
- Messing (C36000, C26000)Favoritt for fribearbeiding med utmerket sponbryting. Flott for beslag, ventiler og gir.
- Aluminiumbronse (C95400, C95500)Høy styrke + enestående motstand mot sjøvannskorrosjon. Ideell for marine propeller og foringer.
- Tinnbronse (C90300, C90700)Overlegen slitestyrke og lav friksjon. Klassisk for kraftige lagre og gir.
- Fosforbronse (C51000, C54400)Utmerket fjæring og utmattingsmotstand. Vanlig i kontakter og fjærer.
- Kromzirkoniumkobber (C18150/C18200)Nedbørsherdet for høy styrke + 80–90 % IACS-ledningsevne. Dominerer motstandssveiseelektroder og deler til elbilmotorer.
-
Tips for raskt valg av karakterFor elektriske deler → velg rent kobber eller CuCrZr. For korrosjonsutsatte miljøer → velg aluminiumbronse. For enkel maskinering i store mengder → velg messing.
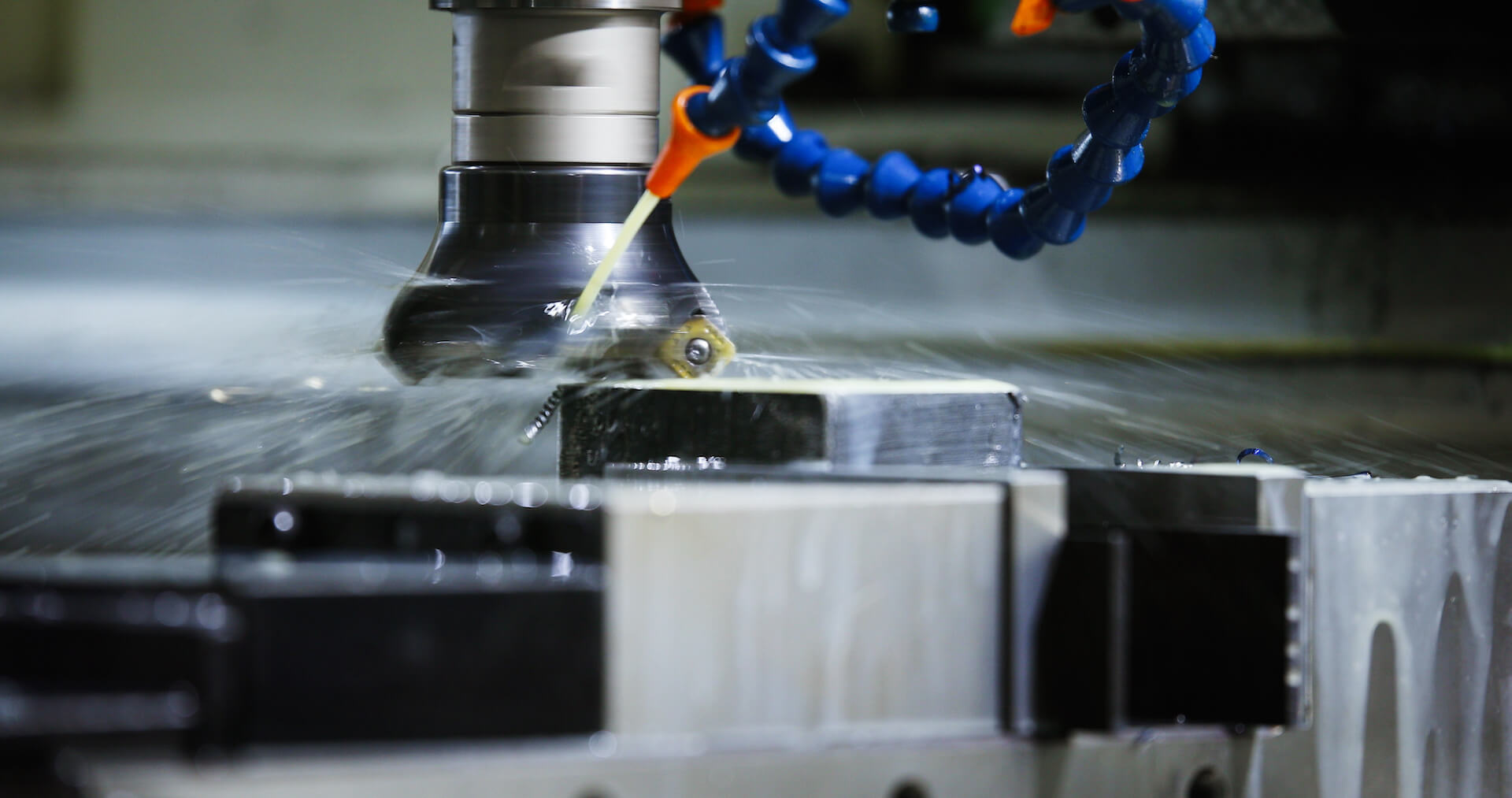
Egnede maskineringsprosesser for kobber
De fleste kobberkvaliteter bearbeides bra på standard CNC-utstyr:
- CNC-fresingIdeell for komplekse geometrier, lommer og deler med 3–5 akser.
- CNC-dreiingPerfekt for runde komponenter som foringer, beslag og aksler.
- Boring og gjengingMessing og fosforbronse gjenger rent; bruk peckboring for dype hull i rent kobber.
- Sveitser-dreiebenkUtmerket for små pinner og kontakter med høy presisjon.
- EDM (hvis nødvendig)Sjelden nødvendig, men nyttig for herdede CuCrZr-egenskaper.

-
Fordeler med maskinering av kobberlegeringer
- Overlegen varmeledningsevne → avleder varme raskt og reduserer slitasje på verktøyet.
- Utmerkede elektriske egenskaper → kritisk for kontakter og elektroder.
- Naturlig antimikrobiell overflate → ideell for matforedling og medisinske deler.
- Full resirkulerbarhet → i samsvar med bærekraftsmandater fra 2026.
- Vakre finisher → messing- og bronsepolering til høy glans.
Utfordringer og praktiske løsninger
Kobbers duktilitet skaper klassiske problemer – slik håndterer vi dem:
- Gummibiter og oppbygd kant— Bruk skarpe verktøy med positiv rakevinkel og rikelig med kjølevæske (emulsjon eller olje).
- Arbeidsherding— Ta lette passasjeringer (0,1–0,5 mm dybde) og unngå opphold.
- Graddannelse— Messingmaskiner er nesten gradfrie; rent kobber trenger avgrading eller klatrefresing.
- Termisk ekspansjon— Monter nøye og bruk kjølevæske for å kontrollere dimensjonene.
ProfftipsFor rent kobber varer polykrystallinsk diamant (PCD) verktøy 10 ganger lenger enn karbid.

-
Designhensyn og tips
- Toleranser±0,01 mm er oppnåelig på messing/CuCrZr; rent kobber kan trenge ±0,02 mm på grunn av mykhet.
- VeggtykkelseMinimum 0,5–1 mm for å unngå nedbøyning.
- Radier og fileterLegg til store radier (minst 0,5 mm) for å redusere spenninger og forbedre verktøyets levetid.
- OverflatefinishRa 0,4 µm er standard med polert karbid; speilblanke overflater er mulig på messing.
- VarmebehandlingCuCrZr krever etterbehandling for full hardhet – planlegg deretter.
Verktøy- og parameteranbefalinger
- VerktøymaterialeUbelagt eller diamantbelagt karbid for de fleste; PCD for volumarbeid med rent kobber.
- Hastigheter og matinger (eksempel for C36000 messing, 10 mm endefres):
- Spindel: 8 000–12 000 o/min
- Mating: 1000–2000 mm/min
- Skjæredybde: 0,5–2 mm aksial
- KjølevæskeBruk alltid – forhindrer riving og forbedrer finishen.
Virkelige applikasjoner
- Messing → presisjonsgir, ventilhus, dekorativt maskinvare.
- Aluminiumbronse → marine foringer, pumpehjul.
- Tinnbronse → snekkegir, tunglastlagre.
- Fosforbronse → elektriske fjærkontakter.
- Rent kobber → varmevekslere, samleskinner.
- CuCrZr → punktsveiseelektroder, EV-rotorstenger.
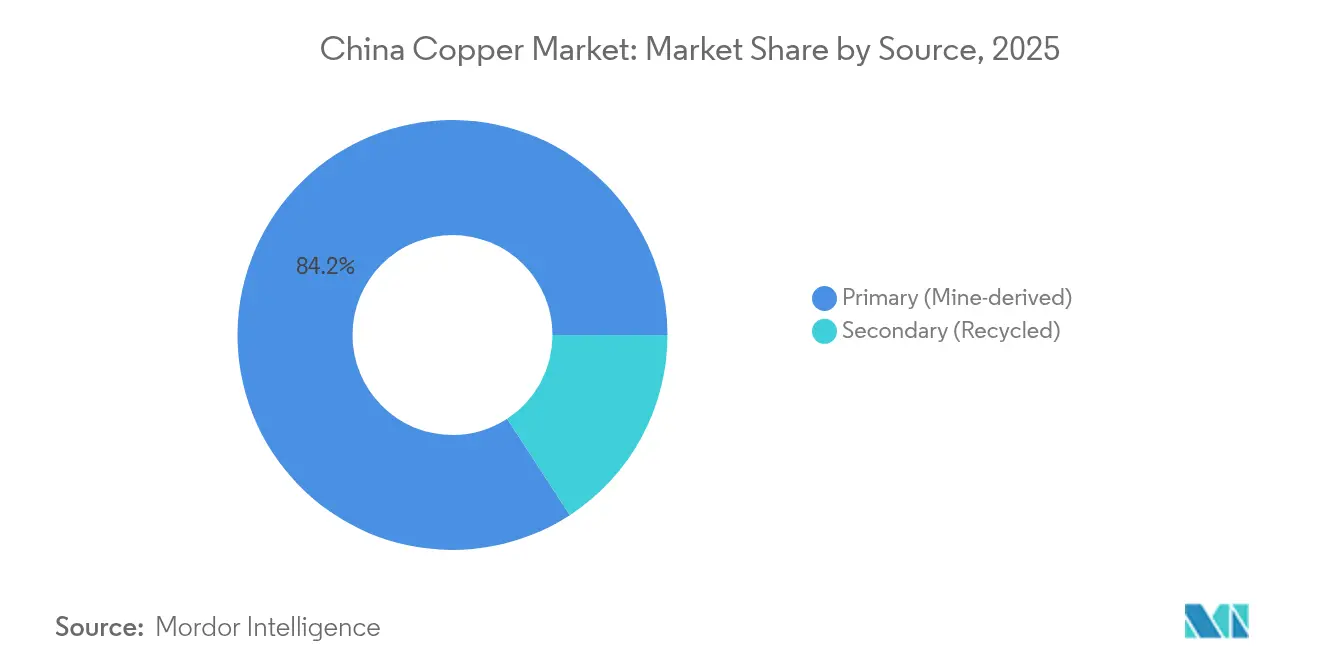
Kostnads- og bærekraftsfaktorer i 2026
Materialprisene svinger (rent kobber ~11–13 000 dollar/tonn), men messing er fortsatt det mest økonomiske. Gjenvinningsgraden overstiger nå 50 % i mange verksteder, noe som reduserer kostnader og karbonavtrykk. Forvent strammere tilbud av CuCrZr på grunn av etterspørsel etter elbiler.
Avsluttende tanker
Kobberbearbeiding belønner nøye oppsett og riktig kvalitetsvalg. Med tipsene ovenfor vil du konsekvent produsere funksjonelle deler av høy kvalitet som oppfyller selv de tøffeste spesifikasjonene.
Klar til å bringe designet ditt til live? Utforsk hele utvalget vårt av kobberlegeringer (messing, aluminiumbronse, tinnbronse, fosforbronse, rent kobber og CuCrZr) i vår nyeste produktkatalog, eller ta kontakt med vårt ingeniørteam for tilbud på tilpasset maskinering og teknisk støtte.
Last ned produktkatalogen for kobberlegeringer for 2026 (PDF)
Publisert: 26. januar 2026